歡迎光臨(lín)~河南省多人内射av免费在线观看模具有限公司

0373-54338880373-7022565
0373-54338880373-7022565

更新日期:2024-03-10 17:17:06
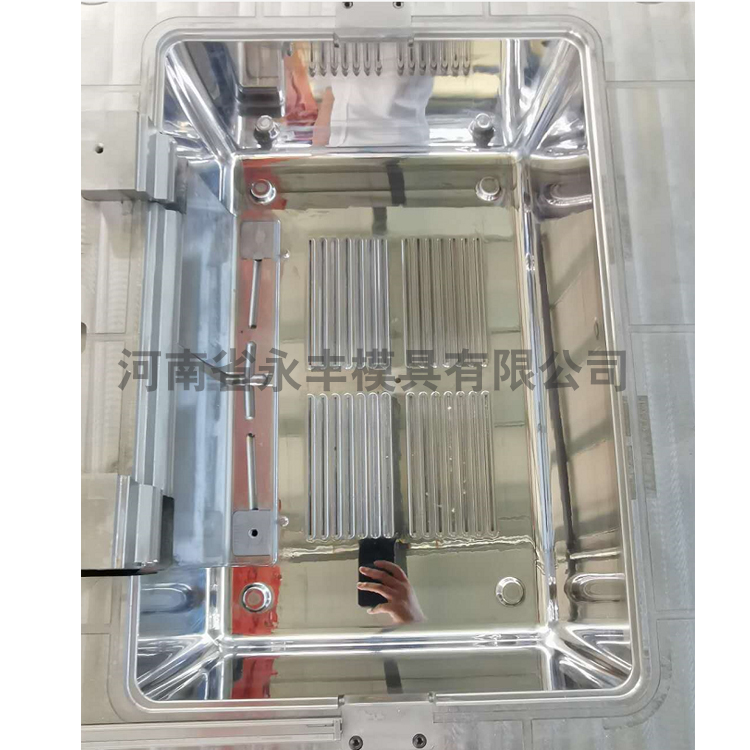
注塑模具拋光使用工具(jù):油石、砂(shā)紙、拋光膏、羊毛輪等,我們用這些(xiē)工具對注塑模(mó)具的型(xíng)腔表(biǎo)麵進行打磨,使模具的工作表麵能夠光亮如鏡的過程,稱之為拋光。如果想獲得高質量的拋光效果,一(yī)般要選用高質量的油石、砂紙和鑽石研磨膏等拋光工具和輔助品。而拋光程序的選擇取決(jué)於前期加工後的表麵狀況,如機械(xiè)加工、電火(huǒ)花加工,磨加工等等。機械拋光的一般過程如下:
1、粗拋
經銑(xǐ)、電火花、磨等工藝後的表麵可(kě)以(yǐ)選擇轉速在35 000—40 000 rpm的旋轉表(biǎo)麵拋光(guāng)機或超聲波研磨機進行拋光。常(cháng)用的方法有利用直徑Φ3mm、WA # 400的輪子去除白色電火花層。然後是手工(gōng)油石研磨,條狀油(yóu)石加煤油作(zuò)為潤滑劑或冷卻劑。一般的使(shǐ)用順序為#180 ~ #240 ~ #320 ~ #400 ~ #600 ~ #800 ~ #1000。許(xǔ)多模具製造商為了節約時間而選擇從#400開始。
2、半精拋
半精拋主要使用砂紙和煤油。砂紙的(de)號數依次為:#400 ~ #600 ~ #800 ~ #1000 ~ #1200 ~ #1500。實際上#1500砂紙隻用適於淬硬的模具鋼(52HRC以上),而不(bú)適用(yòng)於預硬鋼,因為這樣可能(néng)會導致預硬鋼件表(biǎo)麵燒傷。
3、精拋
精拋主(zhǔ)要使用鑽(zuàn)石研(yán)磨膏。若用拋(pāo)光布輪混合鑽石研磨粉或研磨(mó)膏進行研磨(mó)的(de)話,則通常的研(yán)磨順序是9μm(#1800)~ 6μm(#3000)~3μm(#8000)。9μm的鑽(zuàn)石研磨膏和(hé)拋光布(bù)輪可用來去除#1200和#1500號砂(shā)紙留下的發狀磨痕。接著用粘氈和鑽石研磨膏進行拋光(guāng),順序為1μm(#14000)~ 1/2μm(#60000)~1/4μm(#100000)。
精度要求在1μm以上(包括1μm)的拋光工藝(yì)在模(mó)具加工車間中一個清潔的拋光室(shì)內即(jí)可進(jìn)行。若進行更加精密的拋光則必需一個絕對潔(jié)淨的空間。灰塵(chén)、煙霧,頭(tóu)皮(pí)屑和口水沫都有可能(néng)報廢數個小(xiǎo)時工作後得到的高精密拋光表麵。
銷售經理:18337377787
采購經理:0373-7022565
電 話:0373-5433888
傳 真(zhēn):0373-5433868
郵 箱:info@wlsxwqysh.com
地 址:新鄉市宏力大道西賈橋工業區12號
備案號:豫ICP備16026643號-1
